机械管理开发:1Cr18Ni9Ti筒体局部胀形的新工装
2022-07-18【作 者】 原涛;范国军
【引 言】
材料1Cr181Ni9Ti为奥氏体不锈钢、冷作硬化敏感性强,变形抗力亦很大,不易进行胀形,本文介绍了1Cr181Ni9Ti筒体局部胀形的工装改进方法,从胀形原理及产品缺陷的防范角度出发,以生产实践为依托,基本解决了该材料筒体局部胀形难的问题。
工艺过程:
有一筒体(如图1),材料为1Cr181Ni9Ti,其成型工艺为:冲裁下料一拉延一软化一拉延一强力旋压一局部软化一胀形。胀形的主要目的是使工件口部能形成一个如图1中1所示的凸起。
材料1Cr181Ni9Ti为奥氏体不锈钢、冷作硬化敏感性十分强烈,变形抗力亦很大,这都是胀形的不利条件。开始试制时,曾经用旋压后没有软化的毛坯进行胀形,结果筒体由口部向下通体开裂,长度约150mm左右。所以工艺考虑在胀形前必须进行局部软化,软化规范为:空炉升温,升到950℃装炉,把工件加热到950℃,保温五分钟,淬热开水(如图2)。
【结 论】
通过生产实践的运用,证明了该工程改进是成功的,这一方案是可行的。
改进后的工装在制造过程中,把每瓣滑块的胀形处边棱全部倒圆,致使每两瓣衔接处,产生凹痕,胀形后毛坯亦有轻微凹痕。解决的办法是一次胀形的,将毛坯旋转900C,进行二次胀形,可消除凹痕。这在以后的工装制造中应引以为戒。如果适当延长静压时间,胀形效果会更好。
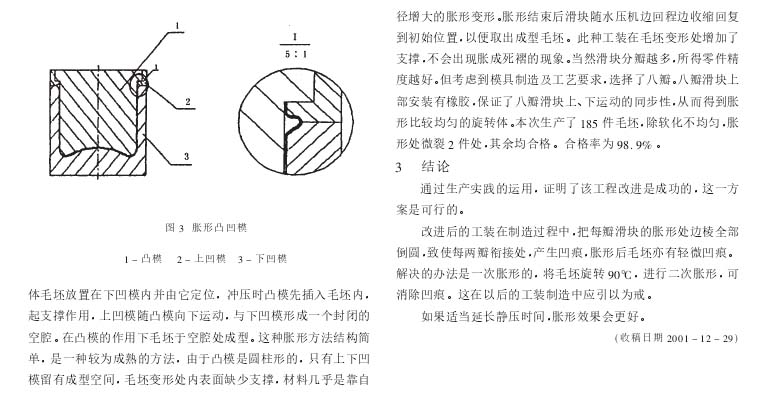
以下是正文: