工程技术研究:波纹管机械胀形模具的原理及结构特点
2022-04-22【作 者】唐顺强
【引 言】
随着热工管道技术的进步,对热工管道的补偿元件 —— 补偿器要求也越加严格和多样化。常见的补偿器有套筒补偿器、球型补偿器和波纹补偿器,原始的 π 型胀力弯在新建工程上已经很少见。这几种补偿器类型中,波纹补偿器以其自身诸多的优势,占据了很大部分的市场份额。波纹管作为波纹补偿器的核心元件,其质量和使用寿命,决定了补偿器使用的安全性和稳定性。波纹管的制作有很多方法,目前常用的成形方法有:液压成形、机械成形、焊接成形、橡胶成形、和电化学成形等。而机械成形又包括旋压成形、滚压成形和机械胀形等工艺方法。文章主要介绍其中一种成型方式——机械胀形的原理及结构特点。
1、概况
机械胀形具有成形速度快、适应性强、产品多样化、工艺简单、模具制作容易和生产效率高等优点,同时也存在产品外观粗糙等缺点。机械胀形是利用模瓣在压锥的作用下,水平向外在波纹管桶坯胀出波形,主要适用于直径 Φ80 ~ Φ2000mm 的波纹管。因模具自身结构尺寸的限制,小口径波纹管的成型较为困难;大口径波纹管,因需求量小,模具加工制作成本较高,一般不选用机械胀形方式,而是利用滚压成型等方式。
2.1 成形过程介绍
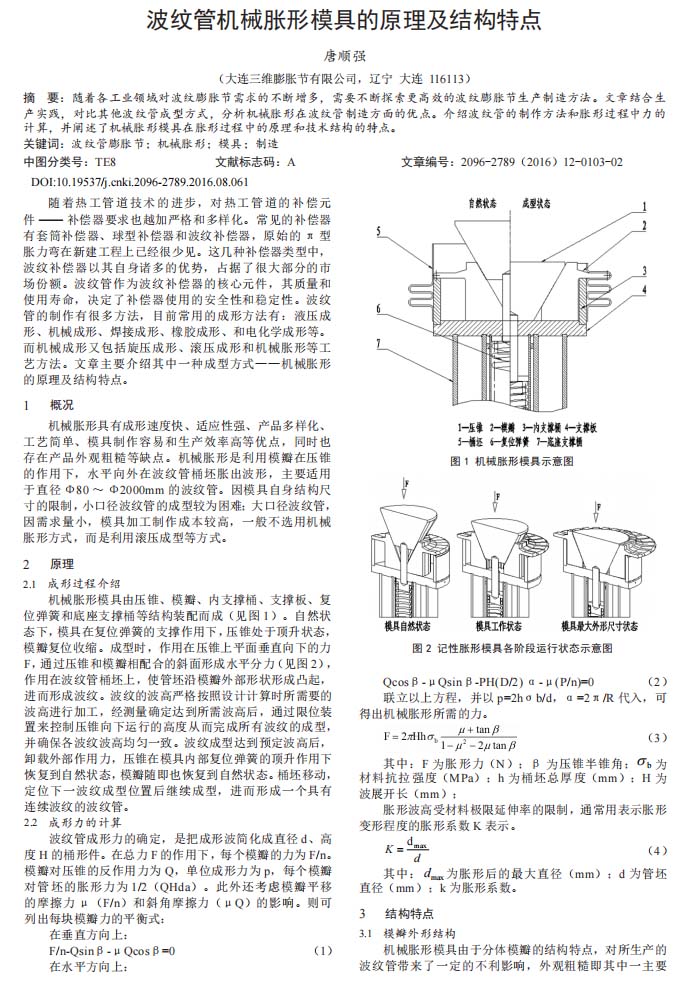
机械胀形模具由压锥、模瓣、内支撑桶、支撑板、复位弹簧和底座支撑桶等结构装配而成(见图 1)。自然状态下,模具在复位弹簧的支撑作用下,压锥处于顶升状态,模瓣复位收缩。成型时,作用在压锥上平面垂直向下的力F,通过压锥和模瓣相配合的斜面形成水平分力(见图 2),作用在波纹管桶坯上,使管坯沿模瓣外部形状形成凸起,进而形成波纹。波纹的波高严格按照设计计算时所需要的波高进行加工,经测量确定达到所需波高后,通过限位装置来控制压锥向下运行的高度从而完成所有波纹的成型,并确保各波纹波高均匀一致。波纹成型达到预定波高后,卸载外部作用力,压锥在模具内部复位弹簧的顶升作用下恢复到自然状态,模瓣随即也恢复到自然状态。桶坯移动,定位下一波纹成型位置后继续成型,进而形成一个具有连续波纹的波纹管。
【结束语】
机械胀形模具生产的波纹管在外观质量上相比其他成形方式没有优势。但可通过制定合理的工艺方法,提高操作人员的技能水平,保证工艺纪律的严格执行来弥补其不足,进而充分发挥机械胀形模具在产品多样化和生产效率高等方面的优势。
以下是正文: