锻压技术:间接热成形中预成形量对零件成形质量的影响 2023-12-13 本研究采用 22MnB5 钢材料, 以盒形零件为例对其间接热成形工艺进行研究, 通过数值模拟与试验两种方法, 讨论预成形量对零件成形性的影响, 并寻求预成形量所满足的规律。
塑性工程学报:Sn-Bi合金介质压力成形下轻质铝板的成形性 2023-12-12 本文针对薄壁曲壳类轻质铝合金零件的成形难点,基于ABAQUS流固藕合分析和试验,采用Sn-Bi合金介质压力成形方法,直接用于轻质铝合金板材成形。
兵器装备工程学报:高能率冲击液压成形设备设计及复杂铝合金零件成形 2023-12-11 通过有机结合液压成形的柔性介质优势和高速成形的高应变速率优势,提出了高能率冲击液压成形。该技术能够提高材料的塑性成形能力,同时具有回弹小,无需密封,良好的表面质量,非常好的小特征填充能力等特点,能够解决落压成形存在的上述问题。
机械工程与自动化:金属成形压力机液压系统设计 2023-12-09 金属制品加工中,成形加工应用越来越广泛,它对产品结构优化、生产效率提升有很大的帮助。本文根据生产实际设计了一套具有三个液压执行缸的专用液压系统,以完成成形模组的装调及金属产品成形压制加工。
锻压技术:C22 哈氏合金管的液压成形研究 2023-12-08 本文针对 C22 哈氏合金管件,通过有限元模拟其充液成形过程,并优化工艺参数,最终通过实验验证证明,利用管材液压成形工艺可以整体制造出变截面管件。
锻压技术:6063铝合金管件双向轴压电磁胀形研究 2023-12-07 本文提出了双侧刚性加压的管件电磁胀形方法,建立了双侧刚性加压的管件胀形有限元仿真模型和实验装置,验证了新方法的可行性。并且揭示了工艺参数对管件胀形高度的影响机制,建立了管件胀形条件下轴向侧推力和径向胀形力的匹配关系。
塑性工程学报:基于磁脉冲冲击弹性介质的5052铝合金板材胀形试验研究 2023-12-06 本文进行了5052铝合金板材磁脉冲冲击弹性介质胀形试验研究。研究了放电能量和成形温度对工件的胀形高度、壁厚和减薄率的影响规律。分析了不同成形条件下的极限应变分布以及微观组织的变化规律。
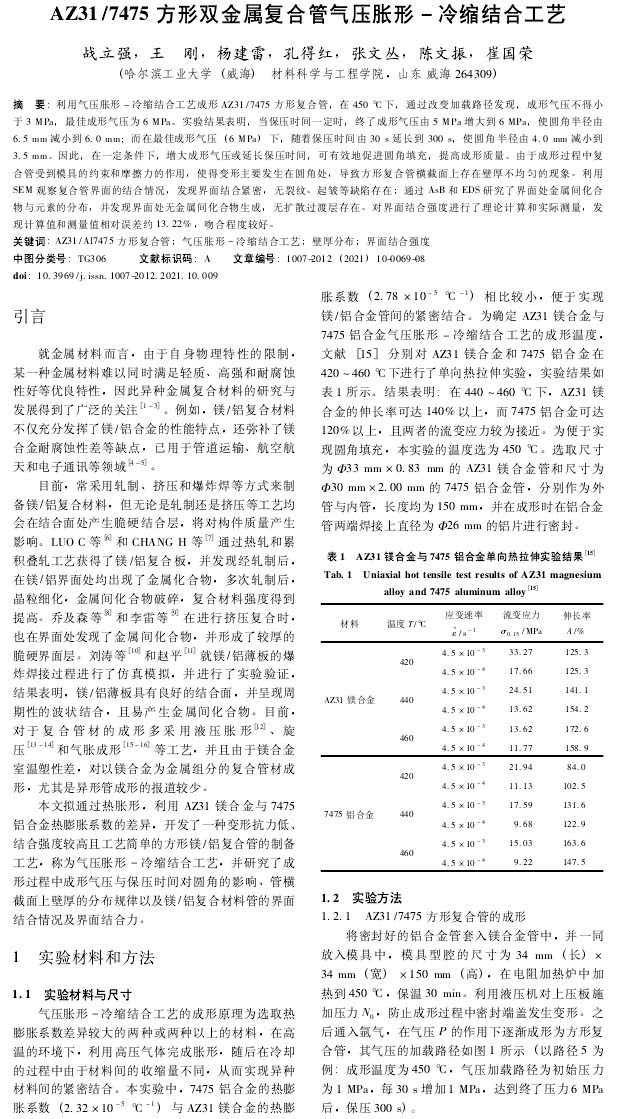
塑性工程学报:AZ31/7475方形双金属复合管气压胀形-冷缩结合工艺 2023-12-05 本文拟通过热胀形,利用AZ31镁合金与7475铝合金热膨胀系数的差异,开发了一种变形抗力低、结合强度较高且工艺简单的方形镁/铝复合管的制备工艺,称为气压胀形一冷缩结合工艺,并研究了成形过程中成形气压与保压时间对圆角的影响、管横截面上壁厚的分布规律以及镁/铝复合材料管的界面结合情况及界面结合力。