锻压技术:5A02 铝合金磁脉冲胀形试验与模拟研究
2022-03-17【作 者】韩玉杰;侯红亮;于海平;牛涛
【前 言】
为了能够减少环境污染、节约燃油,产品的轻量化设计在航空航天、汽车等高技术加工领域逐渐具有了广阔的应用前景。实现轻量化设计主要通过材料轻量化以及结构轻量化来实现[1 - 2]。结构的轻量化、整体化和多功能化设计的迫切需求使得铝及铝合金等轻质[3 - 4]、耐蚀性好的材料在更多的场合成为传统钢材的替代品,但其室温成形性能不佳制约其进一步推广。
铝合金磁脉冲成形作为一种绿色环保的新型加工工艺,具有成形工件精度高、成形速度快、能大幅提高材料的成形极限、便于实现自动化生产等优势,而受到广泛关注[5 - 6]。20 世纪 70年代开始国外率先开展了铝合金磁脉冲自由胀形试
验研究,分析了其电磁力分布规律以及变形过程[7],对于变形机理已有深入研究。虽然国内起步较晚,但是也对线圈制作、工艺参数的影响规律以及工艺应用等方面进行了大量研究[8 - 9]。然而,铝 合金磁脉冲成形变形速度快,使得其中大量变形过程中的参数无法获取,这对铝合金磁脉冲变形过程的分析带来了较大的困难,因此,对于变形过程中变形速度以及位移时间的关系研究较少。
本文应用数值模拟手段研究电压对电磁场、磁场力以及外管移动速度的影响规律; 并采用高速摄像系统捕捉不同放电电压条件下板材在变形过程中的时间位移关系,得出不同位置的变形速度,并与数值模拟结果进行对比,为研究磁脉冲成形的金属流动规律与控制提供理论支撑。
【结 论】
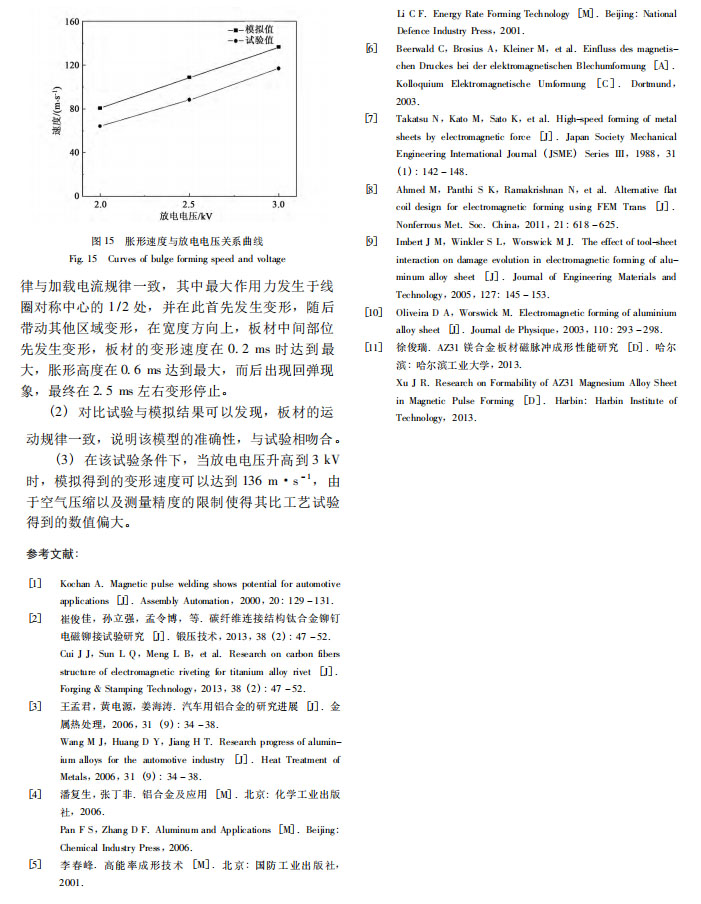
(1)磁脉冲胀形过程电磁力随时间变化,其规律与加载电流规律一致,其中最大作用力发生于线圈对称中心的 1 /2 处,并在此首先发生变形,随后带动其他区域变形,在宽度方向上,板材中间部位先发生变形,板材的变形速度在 0. 2 ms 时达到最大,胀形高度在 0. 6 ms 达到最大,而后出现回弹现象,最终在 2. 5 ms 左右变形停止。
(2) 对比试验与模拟结果可以发现,板材的运动规律一致,说明该模型的准确性,与试验相吻合。
(3) 在该试验条件下,当放电电压升高到 3 kV时,模拟得到的变形速度可以达到 136 m·s - 1,由于空气压缩以及测量精度的限制使得其比工艺试验得到的数值偏大。