大型铸锻件:无磁性护环新的液压胀形工艺和变形温度
2023-05-18【作 者】Y.Kitimura;M.Kohno;S.Kinoshita;A.Suzuki;宣品范
【前 言】
发电机护环要求无磁和有高强度、 高延性和均匀的性能。 由于无磁钒每通过常规热处理来强化, 因而对高Mn、 Cr奥氏体钢大量采用应变硬化, 应变硬化后还能保持无磁。 对主要性能, 如机械性能是通过应变硬化来确定的。冷温变形是生产护环中的许多重要工艺之一。 通常在冷变形工艺中的胀形是采用所谓的楔块[1]或液压法[1,2,3] 进行的。
在楔块法中,在环的圆周方向上应变分布的不规则性是不可避免的, 因而为了使不规则性减到最小,必须使环的内表面和每个楔块外表面之间的接触部分不断变换,并且应使每次推进冲程尽量小。 这种操作从生产效率和质量的观点来看并不是有利的。 另一方面, 在液压方法中, 圆周应变必然是均匀分布并且是最有利的。
然而为了使这种方法在护环冷变形中得到实际使用还应解决几个问题, 需要很大动力来压紧受压液体并且要掌握胀时纵向均匀变形技术, 另外最重要的是护环材料应在一个较高温度下应 变[4]。 本文叙述了如何解决这些困难和为什么发展计算机化的新设备[5]。
【结 语】
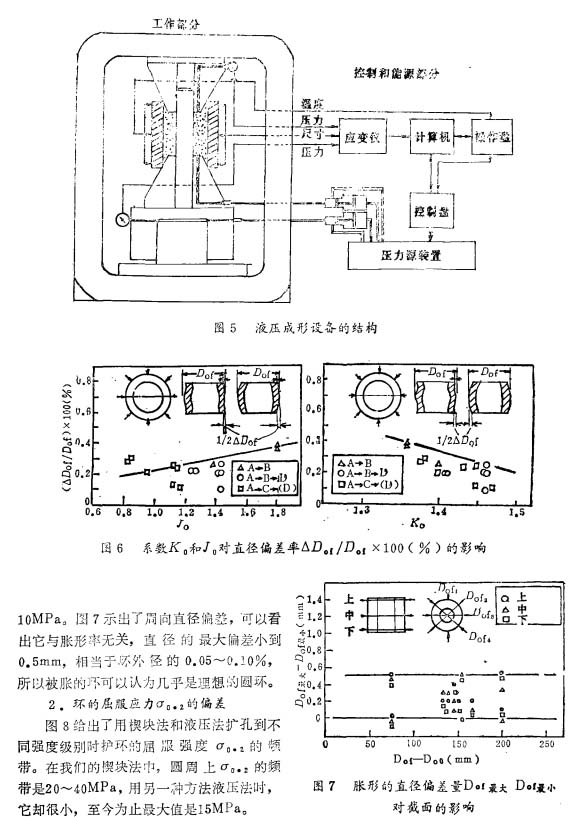
楔块法用于无磁性护环冷(温)胀形工艺时,在环的周向应变分布的不规则性是不可避免的, 因此有均匀变形特性的液压法是发展方向。 在实际的液压设备中, 还安装有能减少压紧力的中心导柱和能控制胀形工艺的附加装置。使用该设备, 能通过计算机控制变形特性, 可达到最佳胀形的目的, 并得到更加均匀的护环。 用这设备也能在高温下胀形, 对于18Mn-5Cr为避免产生ε马氏体,合适的变形温度是350 ~200 ℃, 对于18Mn-18Cr钢为避免动应变时效的增强而导致屈强比的增加,变形温度应低于 200℃。
以下是正文: