西安文理学院学报:GH4169异径三通成形工艺研究 2022-05-06 本研究模拟了 GH4169异径三通管件液压成形过程管件壁厚变化规律,并分析了不同工艺因素对液压成形质量的影响,获得了较优的工艺参数,为实际生产提供了理论依据。
塑性工程学报:工艺参数对双层304不锈钢波纹管液压胀形的影响 2022-04-30 本文基于 ABAQUS 软件平台建立了双层 304 不锈钢波纹管液压胀形有限元模型,分析了波纹管的变形特征,研究获得了工艺参数对波纹管液压胀形的影响规律,为双层金属波纹管液压胀形研究奠定了基础。
锻压装备与制造技术:影响板料胀形性能的参数的研究 2022-04-29 应 用 计 算 机 仿 真 模 拟 软 件 可 以 方 便 地 研 究 板 料 性 能 参 数 及 工 艺 参 数 对 板 料 胀 形 性 能 的 影 响 ,得 到 直 观 的 结 果 ,对 设 计 者 来 说 ,可 以提 前 预 测 板 料 成 形 过 程 中 可 能 出 现 的 问 题 ,在 设 计 初 期 进 行 修 改 ,并 选 择 合 适 的材 料 。
机械工程师:基于ANSYS/Ls-dyna的螺旋曲面液压充模胀形研究 2022-04-28 提出了采用外高压胀形成形管件凹槽部分,内高压胀形成形管件凸起部分的分步胀形方法。通过有限元分析了成形压力、管件壁厚对成形的影响规律,验证了方法可行性,为后续胀形实验实施及参数优化提供了依据。
北京理工大学学报:汽车后桥缩径-胀形工艺的仿真分析 2022-04-27 本文针对0. 7 5 t载重车型的1/2缩比模型,在缩径实验的基础上,使用ABAQUS对汽车后桥的缩径和胀形工艺进行了数值仿真,确定了仿真过程的边界条件以及加载方式,分析了不同的加载路径对成形过程的影响,考察了液压与轴向进给量对成形过程的影响,得到了合理的加载路径与成形极限应力图。
热加工工艺:一种超塑胀形压力测控系统设计 2022-04-26 超塑性材料对气体压力非常敏感,压力控制对超塑成形质量有很大影响,因此研制先进的超塑胀形压力测控系统对超塑胀形技术的实际生产应用具有重要的现实意义。
塑性工程学报:5A06薄壁壳体超塑胀形过程壁厚分布规律及其控制 2022-04-25 本文采用Mar。对反胀形模具进行了优化,并对优化结果进行试验验证,对两种反胀形模具进行了定性、定量的分析,并应用壁厚分布均方差的概念,对该类薄壁零件的壁厚分布进行了整体描述,为大型铝合金壳体的超塑性正反胀形模具设计奠定了基础。
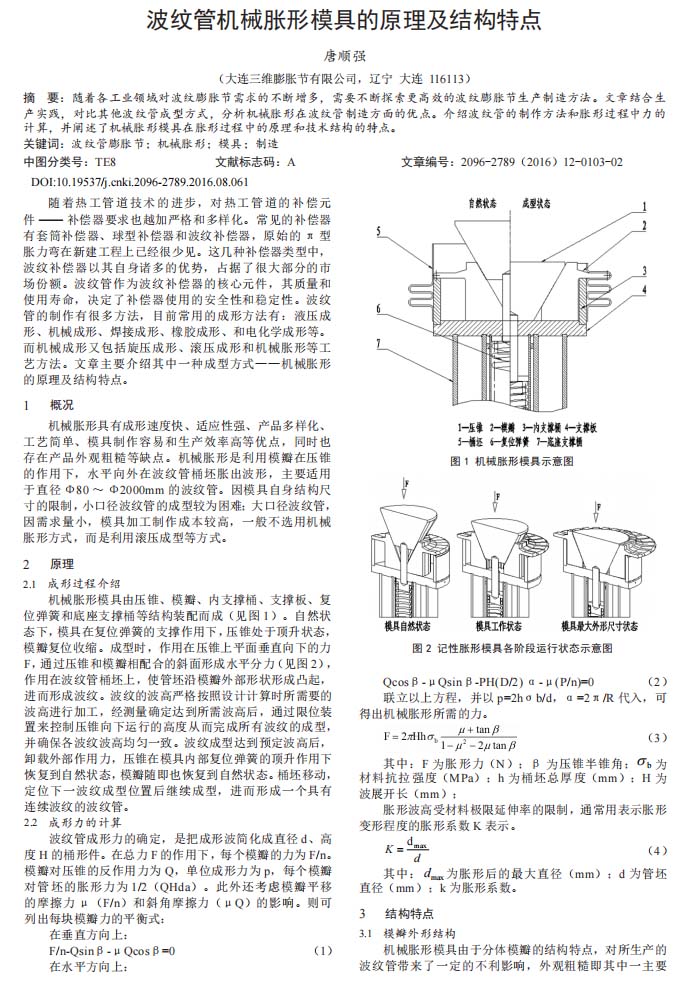
工程技术研究:波纹管机械胀形模具的原理及结构特点 2022-04-22 机械胀形模具生产的波纹管在外观质量上相比其他成形方式没有优势。但可通过制定合理的工艺方法,提高操作人员的技能水平,保证工艺纪律的严格执行来弥补其不足,进而充分发挥机械胀形模具在产品多样化和生产效率高等方面的优势。
锻压技术:超薄板胀形破裂极限预测理论研究 2022-04-21 本文针对超薄不锈钢薄板进行了数值模拟实验,利用Hill的集中性失稳理论预测超薄不锈钢板料在两向拉应力状态下的破裂和厚向减薄趋势,获得了与实验相似的结果,该结果可以用作指导薄板胀形工艺制定的理论工具;进而指导成形工艺参数的合理选择;可以较为准确地预测板料在胀形中的破裂趋势。
金属加工:钢板与钢管镦压胀形连接技术 2022-04-20 在钢板与钢管的连接中,将以前CO2 , 气体保护焊焊接方式改为冲压胀形方式 , 生产效率得到大幅提高, 且外形美观 , 成本低廉 , 彻底解决了烟尘污染问题。
中国机械工程:高温超塑胀形实验装置 2022-04-19 超塑性胀形是超塑性成形的重要工艺之一,本文以专利200410010939. 2[2]为依据,提出非接触的光电观察记录、筒外加热控温控压、氢气净化并设有背压的高温超塑胀形实验装置。